
轮辋和轮毂如何连接(常见改装轮毂工艺盘点)
对于热爱关注改装的车友来说,轮毂改装一定都不陌生。轮毂改装,往往是入门的第一个改装部件。

但绝大多数的人对锻造和铸造的具体区别也说不出个所以然来。其实由于铸造与锻造的生产加工方式不同,使得其特点也完全不同。
什么是锻造轮毂?
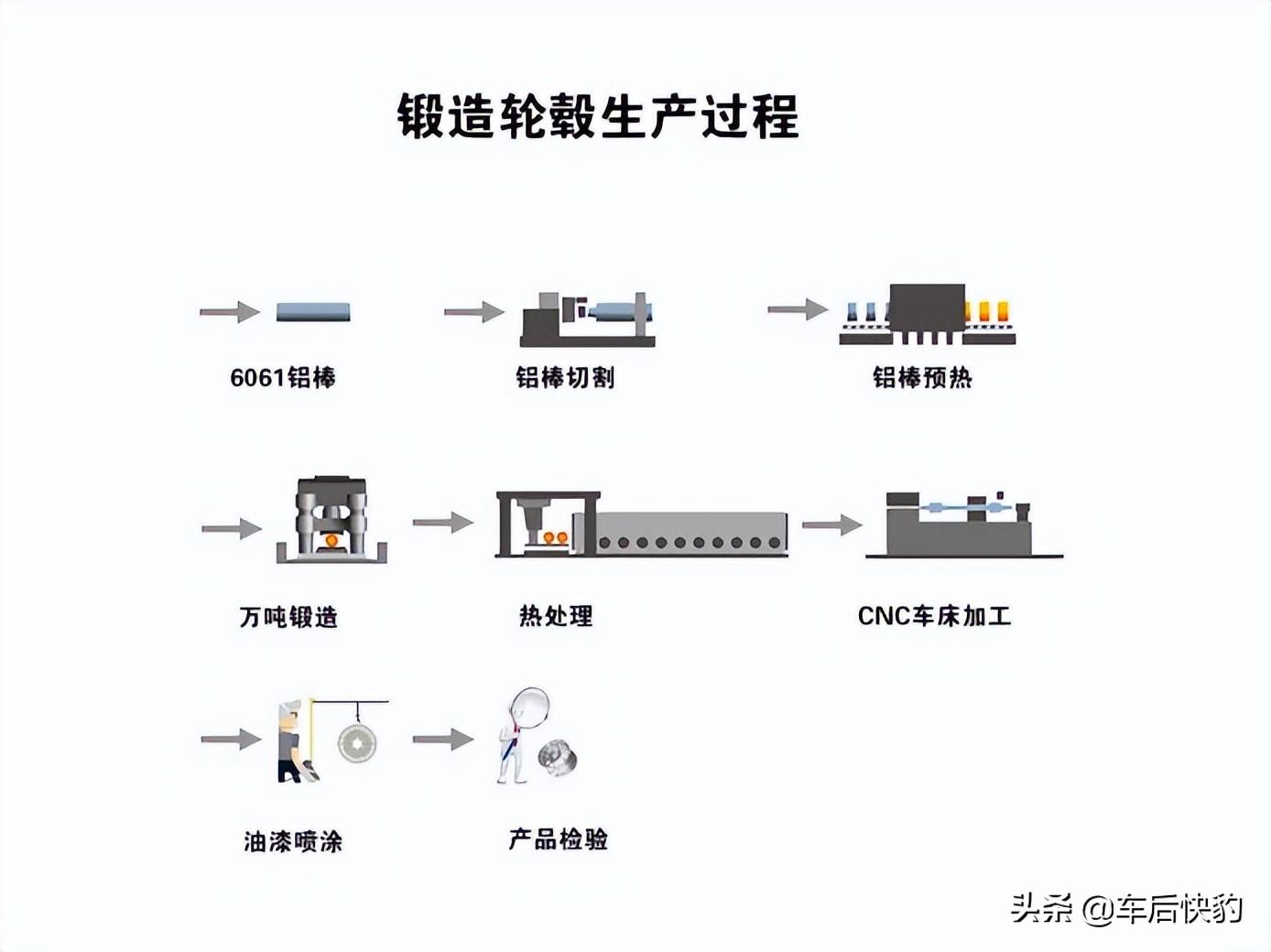
锻造是利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。锻造轮毂可以分为一片式锻造轮毂和多片式锻造轮毂,它们在技术和结构上都有所区别。
一片式轮毂
一片式轮毂也就是整个轮毂是一个整体。锻造时可以分为两种工艺:成型锻和铣锻。

成型锻就是锻压后轮毂造型已经基本成型;铣锻就是购买现成的锻造轮毂毛坯,再通过数控加工中心铣加工出轮毂造型。两者对于厂商自身能力要求不同,质量其实是差不多的。

一片式相对多片式来说,重量更轻,可以做到最轻量化,动平衡更好,可靠性好,没有漏气隐患,但造型相对单一。
多片式轮毂
多片式锻造轮毂可以分为二片式和三片式。和一片式锻造轮毂最明显的区别就是结构上的区别。二片式锻造轮毂由轮辋、轮幅两部分组成,三片式锻造轮毂的轮辋部分由两部分组成:前片、后片。所以三片式轮毂由前片、后片、轮幅三部分组成。多片式锻造轮毂轮幅与轮辋连接。

目前主要有两种方式:专用的螺栓/螺母连接或者焊接。三片式轮毂由于轮辋由前片、后片两部分组成,组装后还要进行封胶确保气密性。多片式轮辋部分可以共用,因此更换造型可以只更换中盘。可以匹配不同尺寸的轮辐和轮辋,因此造型也更多。但是重量更大,动平衡没一片式好,组装要求也更高。

什么是铸造轮毂?
铸造轮毂是比较经济实惠的轮毂,目前市面铸造轮毂制造方法有三种:重力铸造、低压铸造和铸造旋压三种,不同铸造技术下的轮毂差异也较大。
1. 重力铸造:重力铸造是把液态的铝合金倒进铸模里冷却成型,其生产效率较低。该工艺比较适合售后改装市场的精细化快速化销售的要求,是使用最久的工艺。

2. 低压铸造:低压铸造是一种利用气体压力将液态金属压入铸型,并使铸件在一定的压力作用下结晶凝固的铸造方法。这种方法可使液态金属迅速填满模具,因气压不会过于强烈,所以能在不卷入空气的前提下提高金属密度,其密度比无加压的重力铸造强30%。低压铸造生产效率高,产品合格率高,铸件力学性能好,铝液得用率高,适合大批量配套生产。

3. 低压铸造+旋压:在轮毂轻量化趋势的要求下,低压铸造+轮辋热旋压(铸旋)是目前轮毂加工中比较安全和经济适用的一种加工方法,低压铸造能满足外观需求,轮辋经过热旋压成型,在组织上有明显的纤维流线,大大提高了车轮的整体强度和耐腐蚀性。

由于材料强度高、产品重量轻,材料分子间隙小,是现在市场上颇受好评的一种工艺。

锻造与铸造的区别
1. 从物体形态转变方面来说:
铸造是指把固体金属液化,然后将没有形状的金属液放入模子中从而得到不同形状的东西(固体—液体—固体)。
锻造是把一种形状固体变成另一种形状的固体。即固体在高温下,由一种形状变成另一种形状(固体-固体)。
2. 从侧重点方面来说:
铸造是将熔融的金属浇铸到模型中获得铸件的过程。铸造专业侧重的是金属熔炼过程,以及浇铸过程中工艺的控制锻造是固态下的塑性成型,有热加工,冷加工之分。如挤压、拉拔、墩粗,冲孔等都属于锻造。
3. 从成型速度方面来说:
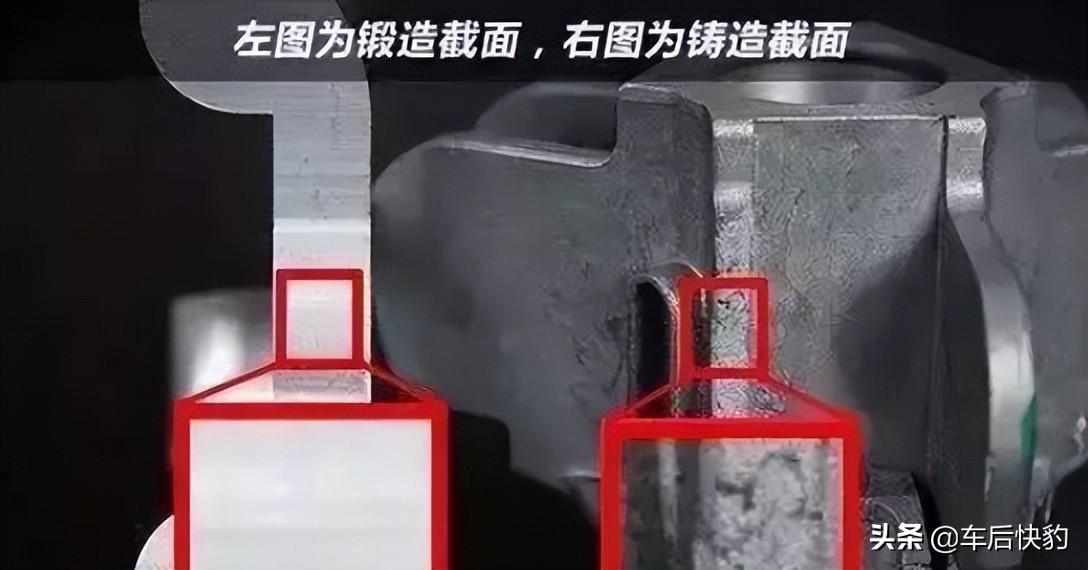
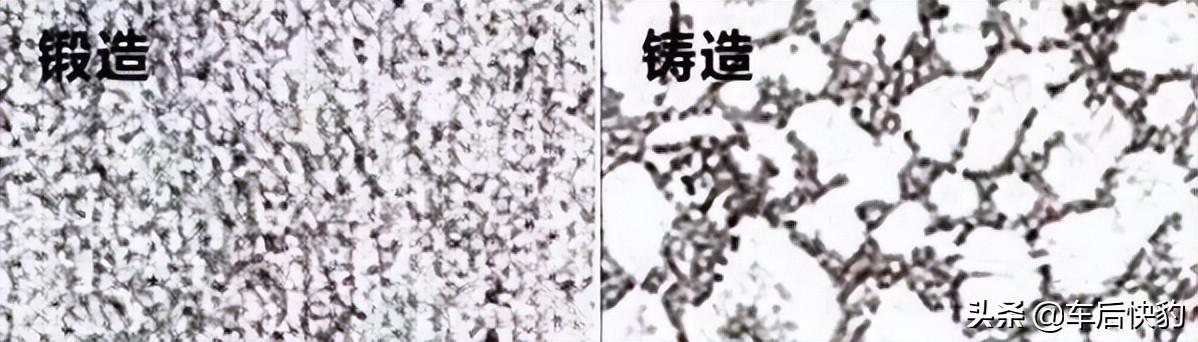
铸造是一次成型,熔融的液态金属填满型腔冷却,制件中间易产生气孔。锻造是慢慢成型,主要是在高温下用挤压的方法成型。可以细化制件中的晶粒。
4. 从性能上的差别来说:
铸钢在性能上较脆,而且不能进行热处理。锻钢的组织较细腻,韧性和强度都很好,并且能进行各种热处理。

轮毂和汽车一样出厂都需要经过三大严格的测试,冲击测试、弯曲疲劳测试、径向疲劳测试。
这就很好理解了,即使强度再高,如果没有一定的“分量”是难以通过三大性能测试的,所以一个好的轮毂重量是非常重要的,但是重中之重一定是在满足强度的要求下尽可能的减轻轮毂的重量。